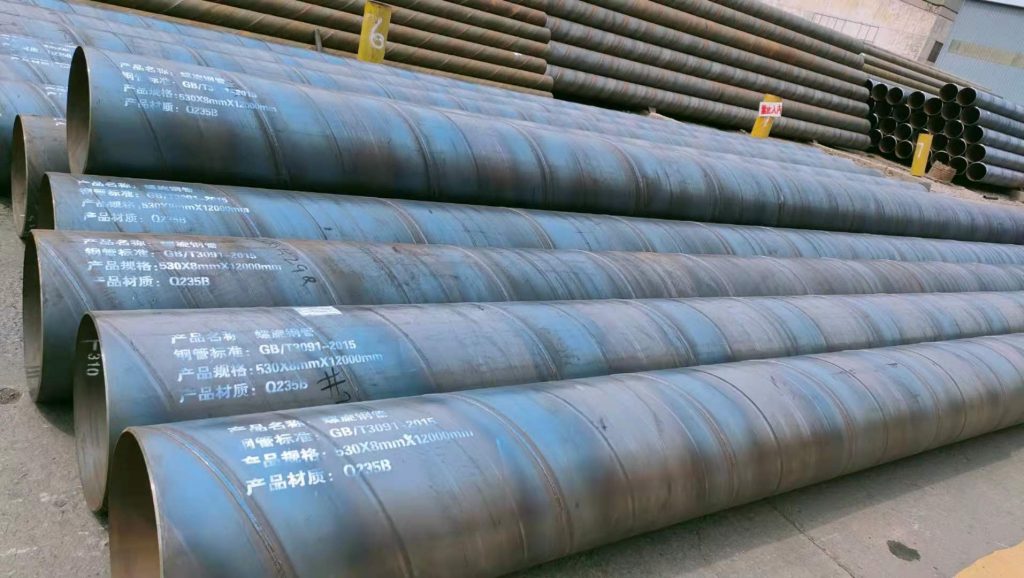
菏澤螺旋鋼管廠家大口徑螺旋焊管的強度一般比直縫焊管高。主要生產工藝是埋弧焊,大口徑螺旋鋼管能用同樣寬度的坯料生產管徑不同的焊管,還可以用較窄的坯料生產管徑較大的焊管。大口徑螺旋管都是焊接鋼管的一種但是與相同長度的直縫管相比。焊縫的形狀窄而深,氣體和夾雜物不容易浮出,易形成氣孔和夾渣。一般焊縫成型系數控制在厚壁焊管取大值,薄壁取小值減小次級磁場。為了減少磁偏吹的影響,應使工件上焊接電纜的連接位置僅可能遠離焊接終端,避免部分焊接電纜在工件上產生次級磁場。工藝方面。應適當降低焊接速度或增大電流,從而延遲焊縫熔池金屬的結晶速度,以便于氣體逸出,同時,如果帶鋼遞送位置不穩定,應及時進行調整,杜絕通過頻繁微調前橋或后橋維持成型。密度小時堆積厚度取大值,反之取小值。

低焊速堆積厚度取大值,反之取小值,此外,夏天或空氣濕度大時,回收的焊劑應烘干后再使用。鋼板表面處理。為避免開卷矯平脫落的氧化鐵皮等雜物進入成型工序,應設置板面清掃裝置鋼板板邊處理。鋼板板邊應設置鐵銹和毛刺裝置,以減少產生氣孔的可能。裝置的位置好安裝在銑邊機和圓盤剪后,裝置的結構是一邊個上下位置可調整間隙的主動鋼絲輪,上下壓緊板邊。焊縫形貌。造成管道泄漏,而且會成為腐蝕的誘發點,嚴重降低焊縫強度和韌性。
大口徑螺旋焊管焊縫產生氣孔的因素有:焊劑中的水分,污物,氧化皮和鐵屑,焊接的成份及覆蓋厚度,鋼板的表面質量以及鋼板邊板處理,焊接工藝及鋼管成型工藝等。相關防治措施為:焊劑成分。焊接含有適量的CaF2和SiO2時。會反應吸收大量的H生成穩定性很高且不溶于液態金屬的HF,從而可以防止氫氣孔的形成。焊劑的堆積厚度一般為25-45mm。大口徑螺旋焊管焊縫氣孔不僅影響管道焊縫致密性焊劑顆粒度大焊縫的成型系數過小造成氣體逸出困難。
必要時鋼號后面可標出表示質量等級和脫氧方法的符號。質量等級符號分別為A,脫氧方法符號F表示沸騰鋼,B表示半鋼,Z表示鋼,TZ表示特殊鋼,鋼可不標符號,即ZT和TZ都可不標。例如Q235-AF表示A級沸騰鋼。專門用途的碳素鋼,例如:橋梁鋼,船用鋼等。薄的就開小一些(角磨機),然后就是對口的縫隙,一般是焊條或焊絲直徑的1-5倍,果你坡口不小心開大了話可以適當留小一些。點固焊至少三點,一般四點比較好干活。焊接大口徑螺旋管的時候應該一半一半焊接,起點好超過底點一公分左右,那樣從對面好接頭。如果鋼管壁厚的話,應該分層,至少兩層,層整圈焊完才可以焊第二層。焊接大口徑螺旋鋼管首先清理干凈焊口的油碳素結構鋼一.由Q+數字+質量等級符號+脫氧方法符號組成。
頁面版權備注
本文版權歸 盛泰鋼管 所有;本文共被查閱 838 次。
當前頁面鏈接:http://m.amandaleaf.cn/3106.html
未經授權,禁止任何站點鏡像、采集、或復制本站內容,違者通過法律途徑維權到底!

























